Mixtures are subject to increasingly demanding quality requirements. This is also evidenced by the tyre label of the European Union and by the stricter requirements on tyre compounds which will come into force in 2020.
In response to this trend, raw materials suppliers are bringing new materials to the market, which often pose major challenges for the formulation and mixing process. This, in turn, makes both the design of formulations and the mixing processes themselves more complex. That’s why, in order to optimise products, it will be useful to consider the entire process chain and to bring raw material suppliers, processors and customers together.
New materials can require a more precisely coordinated mixing process, for example. Just such a new, advanced filler has been brought to the market by a well-known carbon black supplier. It is an advanced grade of the highly active carbon black N134, as used, for example, in tread compounds for heavy goods vehicles, where the wear resistance of tyres – and thereby their mileage performance – become crucial factors. Highly active carbon blacks such as N134 are playing an ever increasingly important role here.
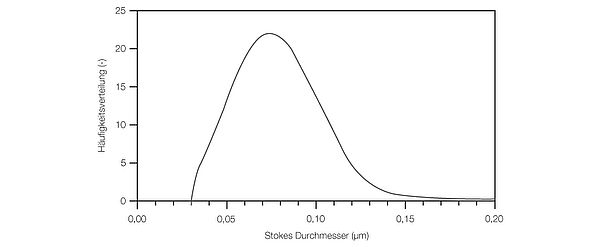
One of the key issues with highly active carbon blacks is their dispersibility. The physical arrangement of these carbon blacks in terms of surface and structure generally make them difficult to disperse. The small particles at the lower end of the particle size distribution are particularly problematic due to their high specific area, because they tend to agglomerate during mixing. The large particles at the upper end of the distribution are widely known to cause problems as well.
Figure 1 shows the frequency distribution of one such material.
When modified raw materials with an adjusted property profile come onto the market, they are often simply substituted and tested in existing formulations without modifying the mixing process. Under those conditions, the resulting compound might not or only partially benefit from the improved properties of the new and modified raw material. For this reason, it can be advisable to analyse the mixing process with regard to any necessary adjustment.
We know that the ideal property profile of a mixture can be generated with the right mixing process. Key process parameters include the order in which the ingredients of the formulation are added, and optimal process parameters in individual mixing phases such as filler incorporation in the form of suitable speeds, number of contact cycles, ram pressures and fill factors, just to name a few. The following report describes a mixing process analysis of this kind. This study was designed to show which machine parameters have a significant effect on a model SBR formulation when a standard N134 is used and when a modified grade is substituted for it. Different kneader models were also used.
A three-stage process was selected, consisting of masterbatch, remilling and final mixing cycles. With the masterbatches produced in the “upside down” process, filler loading and speed were varied, because those parameters have a significant influence on mixing and dispersion quality for any given formulation. The mixtures were produced in five-litre laboratory mixers with tangential and intermeshing configurations. The ultimate objective was to produce the mixture with the best possible dispersion quality. This evolved into a test programme of some 450 mixtures in all.
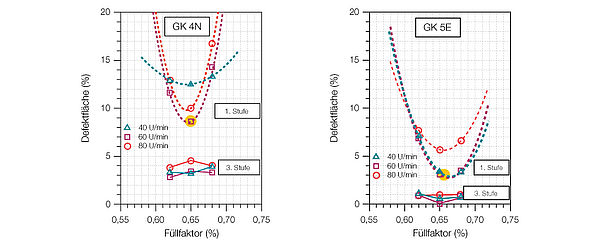
The tests produced a whole series of new findings and also unequivocally reconfirmed established principles.The overarching importance of the right filler loading, which has to be developed for any given formulation and for the type of rotor used in the kneader, was clearly demonstrated once again. For each type of rotor and for each speed selected, dispersion quality deteriorates significantly as filler loading is varied away from the optimum level, as shown in Fig. 2 for the case of the standard N134.
The rotor speed itself likewise shows a significant influence on the mixing result, as might also be expected. Since the speed directly influences the level of shear and elongation deformation, which is so important for the dispersion of solids, an optimal speed of 60 rpm was determined for the standard N134. At slower speeds, the level of shear and elongation deformation no longer sufficed for good dispersion, whilst faster speeds raised the temperature of the mixture, which in turn had a negative effect on the stress level.